
1 Preparu antaŭ asembleo
1.1Certigu, ke la flanĝkonekto elektita kiel ISO 6162-1 plenumas la postulojn de la aplikaĵo (ekz. taksita premo, temperaturo ktp.).
1.2Certigu, ke la flanĝaj komponantoj (flanĝokonektilo, krampo, ŝraŭbo, O-ringo) kaj havenoj konformas al ISO 6162-1
1.3Certigu la ĝustajn ŝraŭbojn, metrikojn por tipo 1 kaj colojn por tipo 2.
1.4Certigu ne miksi la komponantojn kun ISO 6162-2 partoj.Kiel identigi la malsamajn vidi"Kiel identigi ISO 6162-1 kaj ISO 6162-2-flandan konekton kaj komponantojn"ligilo.
1.5Certigu, ke ĉiuj sigelaj kaj surfacaj interfacoj (inkluzivas havenon kaj flanĝajn komponantojn) estas liberaj de svingoj, truoj, grataĵoj kaj ajna fremda materialo.
2 Kiel kunveni ĝuste
2.1Por helpi minimumigi O-ringon, lubriku la O-ringon per malpeza mantelo de la hidraŭlika fluido uzata en la sistemo aŭ kongrua oleo, kiam necese.Speciale zorgu, ĉar troa lubrikaĵo povas elflui el la artiko kaj konduki al falsa indiko de elfluo.
Notu:O-ringaj grandecoj vidu tabelon 1 aŭ tabelon 2, kaj ĝi estas sama grandeco por metrika aŭ cola ŝraŭbo, ĝi estas sama grandeco por ISO 6162-1 kaj ISO 6162-2 flanĝaj konektoj, neniu miksita afero.
2.2Metu la flanĝitan kapon kaj la flanĝajn krampojn.
2.3Metu la harditajn lavilojn sur la ŝraŭbojn, kaj metu la ŝraŭbojn tra la truoj en la krampoj.
2.4Mane streĉu la ŝraŭbojn en la sinsekvo montrita en Figuro 1 por certigi unuforman kontakton ĉe ĉiuj kvar ŝraŭbaj lokoj por malhelpi la flanĝon renversadon, kio povas konduki al la flanĝo rompiĝi dum aplikado de fina tordmomanto.
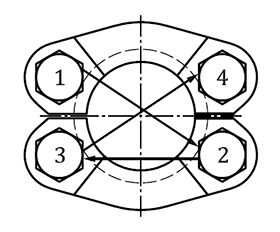
Figuro 1 — Ŝraŭba streĉa sekvenco
2.5Torcu la ŝraŭbojn en la sinsekvo montrita en Figuro 1 en du aŭ pli da pliigoj al la rekomendita ŝraŭbmomanta nivelo kaj uzante la koncernajn ŝlosilgrandojn en tabelo 1 por metrika ŝraŭbo kaj tablo 2 por cola ŝraŭbo.
Tabelo 1 - Torque kaj ŝlosilgrandecoj kun metrika ŝraŭbo por kunmeti flanĝajn konektojn konformajn al ISO 6162-1
| Nominala grandeco | Maksimumo laborante premo | Tipo 1 (metriko) | ||||||||
| Ŝraŭbo Fadeno | Longo de ŝraŭbo mm | Ŝraŭbmomanto N.m | Ŝlosilo | O-ringo | ||||||
| MPa | bar | por seslatero kapŝraŭbo mm | por ingo kapŝraŭbo mm | Codo | Inflanka diametro mm | Cros -sekcio mm | ||||
| 13 | 35 | 350 | M8 | 25 | 32 | 13 | 6 | 210 | 18.64 | 3.53 |
| 19 | 35 | 350 | M10 | 30 | 70 | 16 | 8 | 214 | 24.99 | 3.53 |
| 25 | 32 | 320 | M10 | 30 | 70 | 16 | 8 | 219 | 32.92 | 3.53 |
| 32 | 28 | 280 | M10 | 30 | 70 | 16 | 8 | 222 | 37.69 | 3.53 |
| 38 | 21 | 210 | M12 | 35 | 130 | 18 | 10 | 225 | 47.22 | 3.53 |
| 51 | 21 | 210 | M12 | 35 | 130 | 18 | 10 | 228 | 56.74 | 3.53 |
| 64 | 17.5 | 175 | M12 | 40 | 130 | 18 | 10 | 232 | 69.44 | 3.53 |
| 76 | 16 | 160 | M16 | 50 | 295 | 24 | 14 | 237 | 85.32 | 3.53 |
| 89 | 3.5 | 35 | M16 | 50 | 295 | 24 | 14 | 241 | 98.02 | 3.53 |
| 102 | 3.5 | 35 | M16 | 50 | 295 | 24 | 14 | 245 | 110.72 | 3.53 |
| 127 | 3.5 | 35 | M16 | 55 | 295 | 24 | 14 | 253 | 136.12 | 3.53 |
Tablo 2 — Torque kaj ŝlosilgrandecoj kun cola ŝraŭbo por kunmeti flanĝajn ligojn konformajn al ISO 6162-1
| Nominala grandeco | Maksimumo laborante premo | Tipo 2 (colo) | ||||||||
| Ŝraŭbo Fadeno | Longo de ŝraŭbo mm | Ŝraŭbmomanto N.m | Ŝlosilo | O-ringo | ||||||
| MPa | bar | por seslatero kapŝraŭbo in | por ingo kapŝraŭbo in | Codo | Inflanka diametro mm | Cros -sekcio mm | ||||
| 13 | 35 | 350 | 5/16-18 | 32 | 32 | 1/2 | 1/4 | 210 | 18.64 | 3.53 |
| 19 | 35 | 350 | 3/8-16 | 32 | 60 | 9/16 | 5/16 | 214 | 24.99 | 3.53 |
| 25 | 32 | 320 | 3/8-16 | 32 | 60 | 9/16 | 5/16 | 219 | 32.92 | 3.53 |
| 32 | 28 | 280 | 7/16-14 | 38 | 92 | 5/8 | 3/8 | 222 | 37.69 | 3.53 |
| 38 | 21 | 210 | 1/2-13 | 38 | 150 | 3/4 | 3/8 | 225 | 47.22 | 3.53 |
| 51 | 21 | 210 | 1/2-13 | 38 | 150 | 3/4 | 3/8 | 228 | 56.74 | 3.53 |
| 64 | 17.5 | 175 | 1/2-13 | 44 | 150 | 3/4 | 3/8 | 232 | 69.44 | 3.53 |
| 76 | 16 | 160 | 5/8-11 | 44 | 295 | 15/16 | 1/2 | 237 | 85.32 | 3.53 |
| 89 | 3.5 | 35 | 5/8-11 | 51 | 295 | 15/16 | 1/2 | 241 | 98.02 | 3.53 |
| 102 | 3.5 | 35 | 5/8-11 | 51 | 295 | 15/16 | 1/2 | 245 | 110.72 | 3.53 |
| 127 | 3.5 | 35 | 5/8-11 | 57 | 295 | 15/16 | 1/2 | 253 | 136.12 | 3.53 |
Afiŝtempo: Jan-20-2022